主题:【原创】菜刀为什么越磨越钝 -- 叁贴
这原本是山而王在龙门客栈引发的讨论话题 链接出处。为了不违反专版专用原则,俺在这儿另开一个主题;况且主题贴比跟贴还多两分。
俺想讨论的“刀越磨越钝”指的下述情况:比如说你买了一把菜刀,用了一年后觉得钝了。找了磨刀师傅,磨完后和新买的一样好使。可是用了不到半年,刀又钝了。再磨,用了不到一个月,还得磨。以后隔三差就得磨一下。磨刀手艺差弄坏了刀不在讨论之列。
放狗在网上跑了几圈,没有看到有人以专业人士身份出来解释这个问题。当然,俺现在也不是专业人士了。下面的讨论只是基于大学时学的一点铁匠专业知识(热处理)和对铁匠行业的一点粗浅了解。俺坦白,俺没有调查菜刀是怎么生产的,也没有做实验验证俺的观点。一家之言,大家姑妄听之。
网上和民间最流行的解释是磨刀导致温度上升,使刀口退火变软。这个解释不能让俺信服。为什么呢?
先解释几个名词。温度在八九百度以上时,钢中的铁和碳原子规规矩矩的排列成一种叫做奥氏体的阵列。铁原子周期性排列。碳原子个头小,人数少,就挤在铁原子中间。一块刚材由许许多多大小不一的这种阵列组成。温度慢慢降低时,碳原子觉得挤得慌,一些碳原子就从铁原子阵列中慢慢扩散出来,聚集在一起,顺带拉拢一些铁原子,形成碳化物。铁原子也要慢慢重新派队。慢冷下来的钢韧性好。如果通过淬火突然冷却下来,铁和碳原子没有时间跑路,给冻在原来的位置。当然也不是一点都不能动,他们还是可以前后左右跨个半步,突然变阵,形成一种新的叫做马氏体的阵列。由于变化太快,大伙来不及协调。这儿的往前半步,那儿偏往后半步。我向左跨半步,你偏向右跨半步。结果原来的一块大奥氏体阵列给冻成许多小马氏体阵列。这种小马氏体组成的钢贼硬。淬火过程中各处冷速不一致,容易形成内部挤压应力。所以大的部件淬火后一般还要做回火处理。通常加热到200到600度之间,让铁碳原子稍稍活动活动,消除内部挤压。回火不会明显降低硬度。退火是在更高的温度下的热处理,通常要改变钢材的组织结构。(汗,早知道现在要讨论这个问题,好歹当年也要把这门课考过70分呀。)
回到磨菜刀的问题。用磨刀石加水磨菜刀,温度上不了100度。即使干磨,温度也不会上200度;人工磨不可能磨得太快,刀和石头的散热性都很好,热量很快散去。所以用磨刀石磨刀不应该存在退火软化问题。
中国古代流行的刀剑制作技术是在软钢或熟铁外面包一层硬钢锻打而成。特别是刀刃部位,所谓好钢用在刀刃上。不知道菜刀是不是采用这种技术。不过这种方法做的菜刀一定不便宜,恐怕只有职业厨师和贺龙感兴趣。njyd说
增加钢材硬度一个常用方法是渗碳,在高温下让碳原子从表面扩散渗透进去,增加表面碳含量,从而提高硬度。现在工厂里常用的是气体渗碳。渗碳炉里碳气氛浓度,温度和渗碳时间都可控制。渗碳层深度可以简单计算出来。做个参考,900度渗碳10小时,可以得到约1毫米厚的渗碳层。
铁匠没有这么好的渗碳炉,但渗碳工艺还是知道的。明朝《天工开物》记载了怎么做缝衣针,就是个很好的例子。细熟铁丝切成小段,一端磨尖,另一端锤扁钻个针眼。这个熟铁针太软没法用,要渗碳增加碳含量。方法很简单,用松木碳泥巴埋住熟铁针,装到罐子里,放炉子里面烧。罐子外面放几根针,不时拿一个出来看。如果一磕就粉碎,说明已经完全氧化,那罐子里面的针也该渗透碳了。最后拿出来淬火即成钢针。
以前的铁匠作坊,小的五金工具厂多会用这种渗碳方法。现在这种工艺有个好听名字叫固体渗碳。木炭泥巴之类的叫做固体渗碳剂,可以买到。作坊工厂里用普通钢材生产的菜刀,剪子,老虎钳,铁锹都可以装罐渗碳,然后淬火。
菜刀渗碳会有多少作用呢?假定渗碳层厚度为0.2毫米,由于菜刀刀锋角度很小,靠近刀刃1毫米范围内都可以渗透。单纯切菜的话,这个1毫米用个一年半载不会有什么问题的。当然,上磨刀石的话,这1毫米磨一次少一点,要不了几次就没了。露出软钢后,刀刃变软,新磨的刀用不了多久刀口就卷了,要经常的磨才能用。这种菜刀是越磨越钝。农村以前这种刀很多。好处吗,便宜。省下的钱足够买块磨刀石了。
古老的打铁技术被工业界淘汰后,渐渐在时尚界找到了自己的位置。继陶吧之后,有些城市开始流行铁匠铺。这种铁匠铺提供完整的打铁工艺,包括渗碳处理。花一个白天在铁匠铺锻打,开锋,渗碳,淬火制得一把宝刀。晚上拎着刀子到隔壁陶吧上演人鬼情未了——还有什么比这更小资的!
最近做沙特项目, 有种管道材料是killed carbon steel, 中文是啥? 谢谢
killed steel 叫全静钢 killed carbon steel叫全静碳钢。
用这个方法狗狗中文翻译:用google advanced search,语言选中文。输入英文词组,找到的页面里面通常包括英文和相应的中文。
killed carbon steel 是镇静碳钢。
镇静,沸腾是钢水浇铸为钢锭时使用的脱氧方法。
沸腾钢是一种脱氧不完全的钢,只用一定量的弱脱氧剂对钢液脱氧,钢液含氧量较高,当钢水注入钢锭模后,碳氧反应产生大量气体 ,造成钢液沸腾,沸腾钢由此而得名。沸腾钢心部杂质较多,偏析较严重, 组织不致密,力学性能不均匀。同时由于钢中气体含量较多,故韧性低,冷脆和时效敏感性较大, 焊接性能也较差。故沸腾钢板不适于制造承受冲击载荷、在低温条件下工作的焊接结构及其他重要结构。
镇静钢是脱氧完全的钢,钢液在浇注前用锰铁、硅铁和铝等进行充分脱氧,钢液含氧量低(一般为0.002-0.003%),钢液在钢锭模中较平静,不产生沸腾现象,镇静钢由此得名。镇静钢中没有气泡,组织均匀致密;由于含氧量低,钢中氧化物夹杂较少,纯净度较高,冷脆和时效倾向小;同时,镇静钢偏析较小,性能比较均匀,质量较高。镇静钢材主要用于低温下承受冲击的构件、 焊接结构及其他要求强度较高的构件。
狗狗了英语,知道意思,但是对中文不确定,还以为叫脱氧碳钢呢
当年没考过70分现在都能说成这样
原来学的时候看了显微镜画不同钢的结构图
有时候还得自己去磨,可惜从学校出来就没有再接触过这些东西了。
以前总想着这钢不是打出来的么:)
njyd 的方法比较合理一些。那样子至少可以保证越磨越利。关于这个越磨越利,老鼠的牙齿是一个很好的活例子。后来那些挖掘机的挖铲的用钢方式据说是借鉴了老鼠牙齿的结构。铲子内侧软,外侧硬。就可以达到一边挖一边磨,还越磨损越锋利的效果。
台湾的叫法吗?
干磨确实会使刀刃退火,不过请注意:是刃口,不是整把刀。
刃口处很薄,很少一点热量就可以使温度升得很高,当然手工磨能升到多少度我不知道,但肯定能使刃口尖处硬度下降。不信可以试试,一把好刀干磨后很快就不快了,带水磨锋利可以保持较长时间。
比较明显的就是用砂轮打刀子,一不小心就会把刃口处打红,冷却后变成深蓝色甚至黑色,这时刃口处已经软了,但较厚的地方就不容易过热,所以用砂轮磨刀时要磨在下图中的蓝色部分,红色部分要用手工加水磨。当然也有用于磨刃口的砂轮,那种砂轮粒度很细并且要加冷却剂。
手工干磨造成退火只是在刃口尖处一点点,只要用正确的方法把这一点点磨掉你的刀就又恢复青春。如果砂轮打造成退火较深这把刀也就不行了。
没听说过把硬钢包在外面的,只有象下面图那样夹在里面的,如果不需要磨的刀子也有全用硬钢的,比如说现在卖的龙泉宝剑就是完全用弹簧钢制成,这种刀磨起来就困难了。用渗碳工艺也有,比如说我见过介绍某些军用匕首就用渗碳工艺,但这种刀不能磨,而且开始磨起来也费劲,等到磨起来不费劲的时候这把刀也就完蛋了。民用刀只要是需要磨的没有用渗碳工艺的。
我呆过的机修组有几位铁匠,给同事们打过不少菜刀,他们不是用夹钢法就是打全钢菜刀,(需要磨薄时有砂轮机)没见过他们用渗碳工艺,当然也许是他们不会。
夹钢工艺我在小时候就见过(从小我就喜欢看手艺人干活),在机修组那几年还参加过,不过是当下手。
见下示意图,红色的是高碳钢(淬火后很硬但易断),蓝色的是低碳钢或熟铁(淬火后也很软)
1是两片熟铁夹一片高碳钢,高温(比一般打铁要高些才能把两种不同的钢熔接到一体)锻打后成2,用砂轮把刀口打磨成形后淬火,然后再用磨石加水开刃就成了3。4是3的刃口处放大,你如果自己有菜刀什么的,(当然要好的,那种骗人的铁皮刀不在内)仔细看可以发现A处光洁度要比B处高些,因为A处较硬,磨痕细。
你也可以自己动手做个实验(不算学分),找把好点的、较快的水果刀或铅笔刀去削任何一把刀的A和B处,你会发现A处削起来感觉光滑,削不动;B处削起来发涩,铅笔刀刀口角度放的好还能削下一点铁屑来。
如果B处甚至刀背也很硬就说明你这把刀是全钢的或用的渗碳工艺,这种刀是不叫你磨的,但菜刀一般不可能。
这个经验可以检验街头小贩卖的刀子质量,(我相信大商店卖的名牌刀质量是有保证的),只要水果刀削不动刃口,最起码这把刀不会太差。
剪刀有所不同,刀刃是一边钢(两刃相合的内面)一边铁,磨剪刀时一般只磨外面。
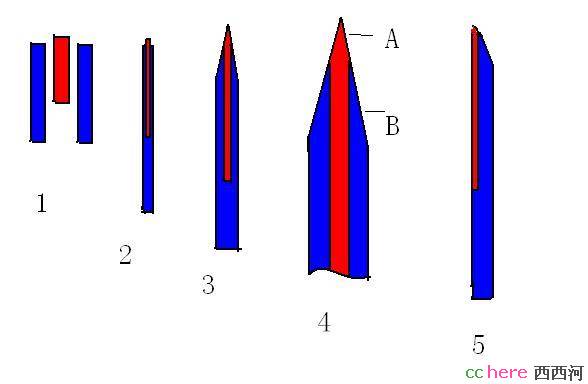
5就是我以前说过的锄头抹生工艺,蓝色还是铁,红色就是抹上去的生铁,使用时熟铁部分较容易磨去,就自然形成这个较快的形状。
砂轮打退火很有可能,不过干磨能退火还是不大相信。
外硬内软的制刀法叫包钢法。刘备的军队曾大量装备这种刀,很经砍。现在还有没有这么做的就不知道了。
送花。